Introduction
Vulcor Insulation and other manufacturers of high temperature fibers provide values on their technical datasheets on several key properties. These values may come from laboratory testing under international standards, can be based on practical, field-based experience, or, in some cases, they are marketing figures: “feel-good” numbers not supported by formal testing.
Temperatures given on datasheets should indicate to which temperature the product should be expected to perform and allow furnace builders, maintenance engineers, and asset owners to make an assumption if the product selected is suitable for their intended application and deliver a durable furnace lining whilst meeting safety standards.
But what do these temperatures actually mean? How can you ensure that the product you select is suitable for your application? More importantly, how do you verify that the high temperature fiber product you choose will deliver the durability and lifetime expectation? What additional factors should be considered that may influence the performance of the material? And what about safety of these fibers after high temperature exposure?
This section of the website is intended to make a quick introduction to these terminology which will allow you to better understand and evaluate the information provided. We begin by listing four key temperature values to consider, some commonly listed on datasheets, others less visible or accessible.
Melting Point
This is arguably the most straightforward temperature value—it represents the point at which the fiber fully melts. In most cases this is linked to the chemical composition of the fiber and resulting melting point. This value lies far beyond the safe operating temperature and reaching it would result in catastrophic failure.
In most cases, the melting point is not listed on technical datasheets for high-temperature fibers. When it is mentioned, it is typically to illustrate a specific point—either to highlight a significant safety margin between the classification temperature and the melting point, or to discreetly indicate that this margin is minimal. Unfortunately, such warnings are often not prominently communicated, and downstream users have sometimes learned this the hard way.
In general, traditional Refractory Ceramic Fiber (RCF) products and Poly Crystalline Wool fibers (PCW) offer a greater buffer between their classification temperature and melting point compared to Low Bio Persistence fibers (LBP).
Classification Temperature
Classification temperatures are almost always stated on datasheets for high-temperature fiber products. They are so widely recognized that entire product groups are often categorized based on their classification temperature class.
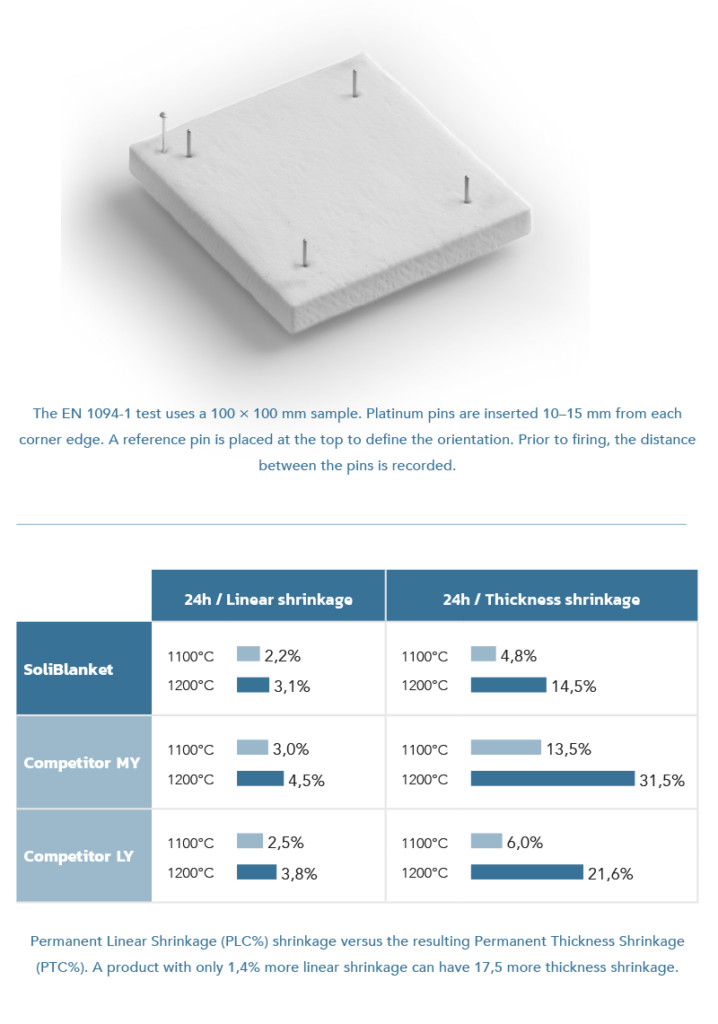
The classification temperature is defined in the EN 1094-1 as the temperature where Permanent Linear Change (%) – also referred to as shrinkage – is limited to either 4 or 2 % after 24 hours of exposure. Official standards define that the accepted PLC% is defined as follows:
- 2 % PLC for boards and preformed shapes
- 4 % PLC for blankets, felts, mats and papers
A key consideration on the definition of a classification temperature and the testing procedure used is that only the Permanent Linear Change% is considered during evaluation.
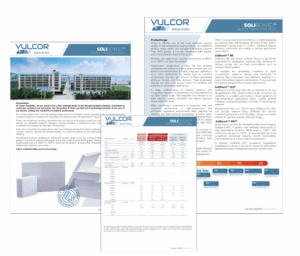
A concern we would like to stress out is that this definition is not applicable on the thickness change (shrinkage) of the sample tested. Especially for low density products like blankets this thickness change is different to the linear change. In some cases the thickness shrinkage is 5x times higher than the linear shrinkage as illustrated in the picture underneath.
Maximum Continuous Use temperature or Use Limit
Many datasheets list a ‘Maximum Continuous Use temperature’, or in an even more vague term ‘Use Limit’ to prevent misuse of the classification temperature, which is based on 24 hours testing with 2/4% allowable permanent linear shrinkage as explained above. This maximum continuous use temperature only applies to a clean, oxygen-rich environments; exposure to pollutants or reducing atmospheres can degrade the fiber and shorten service life or cause failure at even lower temperature exposure.
Unlike the classification temperature, the maximum continuous use temperature is not standardized and reflects the manufacturer’s judgment of acceptable shrinkage and performance. EN 1094-1 words the maximum continuous use temperature as: ‘In practice maximum continuous use temperature for amorphous HTIWs will typically be approximately 100°C to 150°C lower than the classification temperature.’ This flexible wording allows manufacturers to interpret acceptable performance differently, meaning; similar products may be assigned different maximum continuous use temperatures whilst performing equally.
For Refractory Ceramic Fiber (RCF) and Low Bio-Persistence Fiber (LBP), the Maximum Continuous Use temperature on datasheets should be treated as a general guideline rather than a guarantee.
Re-crystallisation or devitrification temperature
A term more familiar to laboratory staff at fiber manufacturers than to downstream users or even specialized engineering firms is the ‘re-crystallization or devitrification temperature’. Despite its significant impact on the performance, chemical resistance, and even health and safety aspects of high-temperature insulation fibers, surprisingly little information on this phenomenon is available in mainstream engineering literature.
Both Refractory Ceramic Fiber (RCF) and Low Bio-Persistence (LBP) fiber are typically manufactured and supplied in an amorphous glassy state. This amorphous structure enhances flexibility and resilience, which are crucial for handling, shaping, and installing these materials in the form of blankets or bulk insulation. However, once installed and exposed to elevated temperatures, these fibers undergo microstructural changes through devitrification—a re-crystallization process that depends on both temperature and chemical composition.
For instance, a LBP fiber with a typical composition of approximately 66-70% SiO₂, 28-34% CaO, and 1-4% MgO will transform through various mineral phases such as diopside, wollastonite, and eventually cristobalite. This transformation begins around 890°C, a temperature considerably lower than the fiber’s classification temperature or its maximum continuous use temperature. Although devitrification is not easily visible to the naked eye, it can be inferred through surface changes such as powdery hot face surface, initial shrinkage, or increased rigidity of the fiber matrix. These changes indicate a loss of key properties such as flexibility, and spring-back after compression, thermal insulation properties and rendering the fiber structure brittle or powdery.
Despite independent studies on this subject being available for over a decade, the devitrification process remains largely overlooked in design and specification stages, leading to potential performance and safety oversights in real-world applications.
For more information on these topics we would like to refer to our Whitepapers on Toxology of Fibers and even more extensive information in our Media and Download section.
Get Brochure